- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski

Десять минут для прочтения и понимания алюминиевого экструзионного праймера
2025-02-21
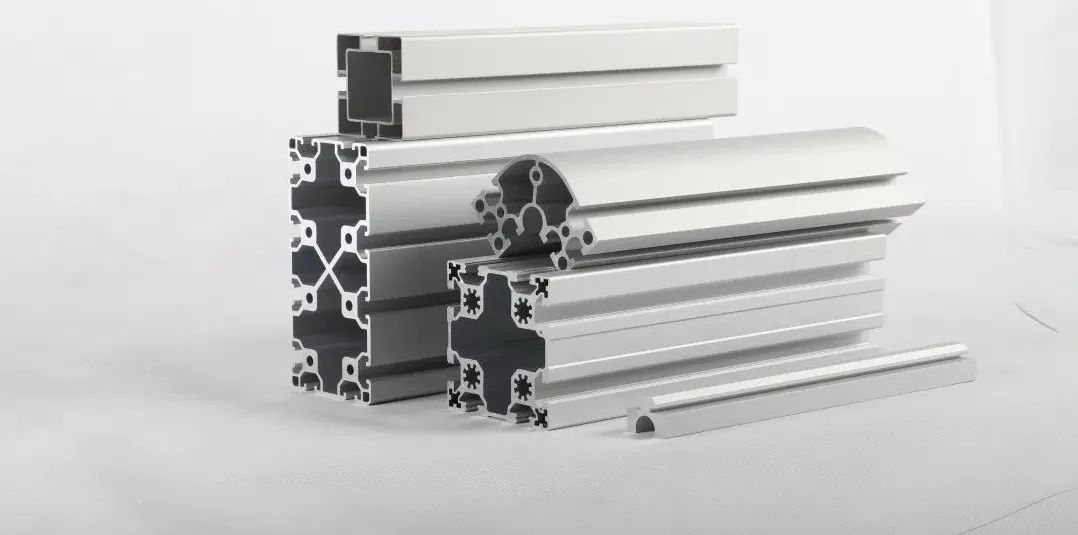
Прежде всего, чтобы понять формирование алюминиевых профилей, то есть алюминиевых слитков или стержней через три процесса плавления и литья, экструзии и обработки поверхности. Это приводит к алюминиевым профилям с различными формами поперечного сечения. Алюминиевый слиток, алюминиевый бар, является наиболее примитивным материалом всех алюминиевых профилей, длины 8-12 метров, с диаметром D90 мм, D105 мм, D120 мм, D178 мм.
1, кастинг - это первый процесс производства алюминия, основной процесс для ингредиентов, таяния, литья.
2 、 Экструзия является средством формования профиля, сначала через конструкцию секции для создания формы, а затем используйте экструдер для выдавливания нагретой круглой литой литой из формы.
3 、 Обработка поверхности - это обработка поверхности профиля, как правило, используется анодированный алюминий, чтобы представить поверхность песка, ярко -белый и окисляющий окраску поверхностных визуальных эффектов.

Завершенные алюминиевые профили можно разделить на две категории, одна из них - это архитектурные алюминиевые профили, в основном используемые в нашей повседневной жизни, такие как алюминиевые двери и окна, алюминиевая стена в нашей жизни можно увидеть повсюду; Другим является промышленные алюминиевые профили, в основном используемые в промышленном производстве и производстве, такие как автоматизированное оборудование и оборудование, скелет защитного покрытия, а также компании в соответствии с их собственными требованиями оборудования и оборудования, такого как контактные ремни сборочной линии, лифты, оборудование для оборудования, испытательное оборудование, сериалы и т.
Процесс производства алюминиевого профиля вкратце:
Таяние и кастинг
Плащение и литья являются первым процессом производства алюминия, основной процесс:
(1) Ингредиенты: в соответствии с конкретным числом H ***, который необходимо производить, рассчитайте количество различных сплавов, которые должны быть добавлены, и разумно соответствуют различным сырью.
(2) Плавание: сырье будет соответствовать требованиям процесса, чтобы соединить плавильную печь, а также посредством отслаивания средств по переработке расплава в расплаве в шлаке, эффективно удаляемый газ.
(3) Литье: расплавленная алюминиевая жидкость охлаждается и бросает в различные спецификации круглых листовых стержней через систему глубокого кастинга в определенных условиях литья.
Сжимает
Экструзия является средством формования профиля. В первую очередь в соответствии с профилем продукта поперечного сечения, производства из формы, использование экструдера будет нагревать круглую литье от образовательной экструзии плесени. Обычно используемый сплав 6063 класса 6063 в экструзии также использует процесс гашения с воздушным охлаждением и его последующий процесс искусственного старения, чтобы завершить укрепление термообработки. Различные оценки термообработанных усиленных сплавов имеют разные режимы термообработки.
Раскраска (сначала мы сосредоточимся на процессе окисления)
Окисление: экструдированный профиль алюминиевого сплава, его поверхностная коррозионная устойчивость не является сильной, должна быть посредством анодной поверхности окисления, чтобы повысить коррозионную устойчивость, устойчивость к истиранию и появление алюминиевой эстетики.
www.zgmetalceiling.com
https://www.zgmetalceiling.com/c-cannel-trid-system-rectangular-aluminum-metal-seiling.html
Его основные процессы:
(1) Предварительная обработка поверхности: химические или физические методы очистки поверхности профиля, голой чистой матрицы, чтобы облегчить получение полной, плотной искусственной оксидной пленки. Также можно получить механическим зеркалом или нет световой (матовой) поверхности.
(2) Анодное окисление: после предварительной обработки поверхности профиля при определенных условиях процесса происходит анодное окисление поверхности субстрата, создавая слой плотного, пористого, сильной адсорбции пленочного слоя Al2O3.
(3) Черт возьми: пористые мембранные поры пористой оксидной пленки, генерируемой после анодного окисления, закрыты, так что оксидная пленка является анти-загрязнением, устойчивой к коррозии и устойчивой к износостойкой производительности. Оксидная пленка бесцветна и прозрачна, используя сильную адсорбцию оксидной пленки перед герметикой отверстий, адсорбции и осаждения некоторых металлических солей в мембранных отверстиях, которые могут сделать внешний вид профиля, чтобы показать цвет (серебряный белый), кроме цвета многих цветов, таких как: черный, бронзовый, золотая и неятная стальная сталь.


